









ECOBLOC® ERGON HEVS - Sistemi integrati di stiro-soffiaggio, riempimento e tappatura di liquidi gassati







I modelli della serie ECOBLOC® HEVS sono la soluzione ideale per produrre, riempire e tappare contenitori in PET, rPET e PP di diverse capacità, con forme che variano dalle più semplici alle più innovative e complesse. L’integrazione in una sola macchina delle funzioni di stiro-soffiaggio, riempimento e tappatura offre notevoli vantaggi, in quanto la presenza della sciacquatrice, dei nastri trasportatori tra soffiatrice e riempitrice e degli accumuli non è necessaria, i rischi di contaminazione del prodotto da imbottigliare vengono minimizzati e le cause di inefficienza della linea sono abbattute.
I sistemi integrati ECOBLOC® HEVS possono essere utilizzati negli impianti di imbottigliamento dei seguenti prodotti:
1Alimentazione preforme
Tramite un apposito nastro elevatore le preforme vengono trasportate dalla tramoggia di alimentazione all’orientatore; l’orientatore provvede quindi ad inserirle in una guida inclinata da cui, per caduta gravitazionale, raggiungono la ruota distanziatrice a stella posizionata all’ingresso del modulo di riscaldamento. Tale ruota alimenta la catena dei mandrini rotativi, attraverso cui le preforme vengono “catturate” ed entrano nel modulo di riscaldamento.

2Riscaldamento preforme
Prima di entrare nel modulo di riscaldamento, dotato di lampade a raggi infrarossi, ogni singola preforma viene sottoposta ad accurati controlli che ne rilevano le dimensioni e la posizione verticale, scartando automaticamente tutte le preforme che non rispettano i parametri pre-impostati. Le preforme, sostenute dai mandrini, cominciano quindi il loro percorso lungo il modulo di riscaldamento. Durante tutto il processo di riscaldamento le preforme ruotano costantemente su se stesse, in modo da garantire una distribuzione ottimale e simmetrica del calore. Il modulo di riscaldamento è dotato di due diversi sistemi di raffreddamento: uno a liquido, per raffreddare l’anello di protezione che consente al filetto delle preforme di non deformarsi durante il processo di riscaldamento, e l’altro ad aria, per mantenere la temperatura interna del modulo di riscaldamento sufficientemente bassa, evitando così l’esposizione delle pareti esterne delle preforme a temperature troppo alte. All’uscita del modulo di riscaldamento un sensore rileva la temperatura della preforma, la confronta con il set point di temperatura impostato e, nel caso in cui i due valori non coincidano, provvede a incrementare o diminuire la potenza delle lampade del modulo di riscaldamento.
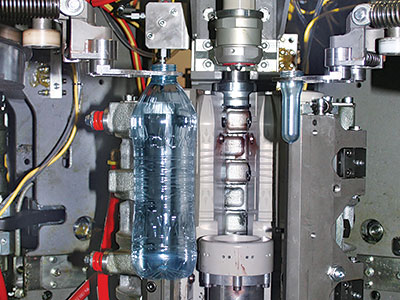
3Stiro-soffiaggio preforme
Un apposito gruppo rotativo di pinze preleva le preforme dal forno e le posiziona all’interno delle stazioni di stiro-soffiaggio. Il processo di stiro-soffiaggio si articola in due diverse fasi: stiro e pre-soffiaggio, che avvengono contemporaneamente mediante la discesa dell’asta di stiro motorizzata e l’immisione di aria compressa a bassa pressione, ed infine il soffiaggio finale con aria compressa ad alta pressione, attraverso cui i contenitori assumono la loro forma definitiva. Una contropressione ad aria assicura la perfetta tenuta degli stampi, mentre la chiusura meccanica dei porta-stampi permette di sopportare con la massima affidabilità gli sforzi generati dal processo di stiro-soffiaggio. Anche nelle stazioni di stiro-soffiaggio è presente un sistema di raffreddamento a liquido, che consente di mantenere costante la temperatura degli stampi.

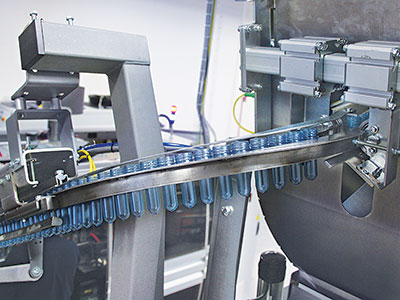
4Trasferimento bottiglie vuote
Dopo essere state prodotte dalla macchina di stiro-soffiaggio, le bottiglie vuote sono trasferite dalla soffiatrice alla riempitrice mediante passaggio diretto “neck handling” con sistema stella-stella. La ruota a stella in uscita della soffiatrice è dotata di pinze sincronizzate elettronicamente alle staffe della ruota a stella in ingresso della riempitrice.

5 Riempimento
La bottiglia in arrivo dalla stella di trasferimento raggiunge la stazione di riempimento dove la pinza, direttamente collegata con il rubinetto, sostiene la bottiglia per il collo portandola a contatto con il rubinetto per permettere il riempimento. Il prodotto da riempire si trova in un serbatoio resistente ad alte pressioni posto all'interno della giostra di riempimento. Nella bottiglia, a contatto con il rubinetto, viene iniettata CO2 per metterla in pressione e permettere così un riempimento senza la creazione di schiuma. Il riempimento è elettronico con misuratori di volume, posti a monte di ogni valvola di riempimento. Una volta iniziato il riempimento, il misuratore rileva la quantità di prodotto che passa attraverso la valvola. Il conteggio avviene ad impulsi, che vengono confrontati con quelli impostati per il formato in uso. Mentre il prodotto entra nella bottiglia, la CO2 presente viene evacuata attraverso un canale dedicato. Quando il valore impostato viene raggiunto, il segnale di chiusura viene inviato alla valvola di riempimento. Inizia così la fase di decompressione/sniff: un canale specifico convoglia la pressione rimanente nella bottiglia ad un collettore dedicato che scarica all'esterno del blocco di riempimento.
La bottiglia riempita viene a questo punto trasferita al tappatore.

6Tappatura
Una stella sagomata consente il centraggio della bottiglia sotto la relativa stazione di tappatura. Il tappo proveniente dal sistema di alimentazione viene prelevato da una stella di trasferimento chiamata "pick and place". La testa del tappatore preleva il tappo dalla stella e lo applica alla bottiglia. A seconda del tappo in plastica da applicare (tappo vite plastica o tappo a pressione), il sistema di tappatura può essere a rotazione o a pressione.
La bottiglia riempita e tappata viene a questo punto trasferita al nastro di uscita.

7Nastro di uscita
Le bottiglie riempite e tappate vengono trasferite su un nastro a catena che veicola le bottiglie al di fuori della macchina. Tale nastro è dotato di regolazione di altezza automatica, che consente di adattare il punto di appoggio del fondo bottiglia a seconda dell'altezza della bottiglia lavorata.
