









ECOBLOC® ERGON HEVS - Sistemas integrados de estirado-soplado, llenado y taponado para productos con gas







Los modelos de la serie ECOBLOC® HEVS son la solución ideal para producir, llenar y tapar envases en PET, rPET y PP de diferentes capacidades, con formas que varían desde las más sencillas hasta las más innovadoras y complejas. La integración en una sola máquina de las funciones de estirado-soplado, llenado y taponado ofrece notables ventajas, ya que no se necesita la presencia de la enjuagadora, de las cintas transportadoras entre sopladora y llenadora y de las acumulaciones, se minimizan los riesgos de los riesgos de contaminación del producto a embotellar y se eliminan las causas de ineficiencia de la línea.
Los sistemas integrados ECOBLOC® HEVS se pueden utilizar en las instalaciones de embotellado de los siguientes productos:
1Alimentación de preformas
Mediante un transportador/elevador adecuado las preformas son transportadas de la tolva de alimentación al orientador; el orientador procede a introducirlas en una guía inclinada, desde la cual, por caída por gravedad, alcanzan la rueda distanciadora a estrella posicionada en el interior del módulo de calentamiento. Dicha rueda alimenta la cadena de los mandriles rotativos, a través de los cuales las preformas con “capturadas” y entran en el módulo de calentamiento.

2Calentamiento de preformas
Antes de entrar en el módulo de calentamiento, dotado de lámparas a rayos infrarrojos, cada preforma individualmente es sometida a controles precisos, que detectan sus dimensiones y la posición vertical, descartando automáticamente todas las preformas que no respetan los parámetros pre-instalados. Las preformas, aguantadas por los mandriles, comienzan entonces su recorrido a lo largo del módulo de calentamiento. Durante todo el proceso de calentamiento las preformas giran constantemente sobre sí mismas, a fin de garantizar una distribución óptima y simétrica del calor. El módulo de calentamiento está dotado de dos diferentes sistemas de enfriamiento: uno por líquido, para enfriar el anillo de protección que hace que el anillo de la preforma no se deforme durante el proceso de calentamiento, y el otro por aire, para mantener la temperatura interna del módulo de calentamiento suficientemente baja, evitando de esta forma la exposición de las paredes internas de las preformas a temperaturas demasiado altas. A la salida del módulo de calentamiento un sensor detecta la temperatura de la preforma, la compara con el set point de temperatura introducido y, en el caso en que los dos valores no coincidan, procede a incrementar o disminuir la potencia de las lámparas del módulo de calentamiento.
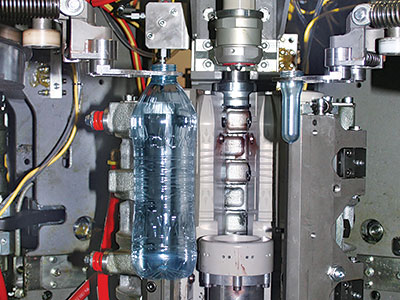
3Soplado de preformas
Un grupo rotativo de pinzas, toma las preformas del horno y las posiciona en el interior de las estaciones de estirado-soplado. El proceso de soplado se divide en dos diferentes fases: estirado y pre-soplado, que se produce contemporáneamente mediante la bajada de la vara de estirado motorizada y la introducción del aire comprimido a baja presión, y finalmente el soplado final con aire comprimido de alta presión, a través del cual los envases adquieren su forma definitiva. Una contrapresión por aire asegura el perfecto cierre de los moldes, mientras que el cierre mecánico de los porta-moldes permite soportar con la máxima fiabilidad los esfuerzos generados por el proceso de estirado-soplado. También está presente en las estaciones de estirado-soplado un sistema de enfriamiento por líquido, que permite mantener constante la temperatura de los moldes.

4Transferencia de las botellas vacías
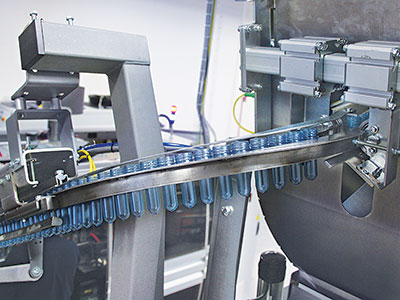
Después de haber sido producidas por la máquina de estiro-soplado, las botellas vacías se transfieren desde la sopladora hasta la llenadora por pasaje directo “neck handling” con sistema estrella-estrella. La rueda de estrella a la salida de la sopladora está equipada con pinzas sincronizadas electrónicamente con las guías de la rueda de estrella en la entrada de la llenadora.

5 Llenado
Una vez alcanzada la estación de llenado, una pinza, directamente relacionada con el grifo, toma la botella por el cuello, llevándola a contacto con el grifo para permitir el llenado.
El producto a llenar está en un tanque resistente a altas presiones posicionado en el carrusel de llenado. En la botella, en contacto con la válvula, se inyecta CO2 para llevarla a presión y permitir entonces un llenado sin la creación de espuma. El llenado volumétrico electrónico se efectúa por medio de medidores de volumen, posicionados sobre las válvulas de llenado. Durante el proceso de llenado, el medidor detecta el flujo de producto que pasa por la válvula. La medición se base en impulsos que se comparan con los definidos para el formato en uso. Mientras que el producto entra en la botella, la CO2 presente es evacuada por medio de un canal dedicado que descarga al exterior del bloque de llenado.
En este momento la botella llenada se transfiere a la taponadora.

6Taponado
Una estrella conformada permite centrar la botella bajo la estación de taponado. El tapón procedente del sistema de alimentación es tomado por una estrella de traslado llamada “pick & place”. La cabeza de la taponadora toma el tapón desde la estrella y lo pone a la botella. En función del tapón de plástico a poner (tapón de rosca de plástico y tapón a presión), el sistema de taponado puede ser de rotación o de presión. La botella llenada y taponada se transfiere a la cinta de salida.

7Cinta de salida
Las botellas llenadas y taponadas se transfieren a una cinta por cadena que transporta las botellas al externo de la máquina. Esta cinta está equipada de un sistema de ajuste de altura, que permite ajustar el punto de apoyo de la base de la botella según la altura de la botella trabajada.
Solución compacta
La integración de las funciones de estirado-soplado, llenado y taponado permite reducir considerablemente los costes y el espacio ocupado por esta solución, ya que no se necesitan la enjuagadora y las cintas transportadoras entre sopladora y llenadora. Esto conduce a una reducción de los riesgos de contaminación y a niveles más altos de higiene.Sistema de estiro-soplado rotativo
Sistema de estiro-soplado rotativo de alto rendimiento con varas motorizadas, cuyo funcionamiento, controlado electrónicamente, no necesita levas neumáticas. Esto permite un control preciso de la trayectoria de la vara de estiramiento y de su posición y un importante ahorro de energía.Reducción de los tiempos de soplado
Las nuevas válvulas proporcionan una respuesta mucho más rápida y un ahorro de aproximadamente 15% en el tiempo útil de soplado; este ahorro de tiempo se puede utilizar para alcanzar velocidades más elevadas, dejar enfriar la botella o conseguir un compromiso entre las dos cosas.Máxima precisión del llenado
El llenado es extremadamente preciso, gracias al uso del medidor de flujo, un dispositivo electrónico instalado cerca de cada válvula que detecta el flujo de producto que se introduce en cada botella contando los impulsos y envía la señal de cerrazón a la válvula de llenado, une vez que se alcanza el valor del formato en uso.Grifo de elevado contenido tecnológico
Válvula de llenado con elevado contenido tecnológico con canal independiente para el pasaje de CO2 dentro de la botella. Además, el terminal de la válvula permite direccionar el flujo del producto a las paredes de las botellas y entonces reducir la turbulencia del líquido.Contáctanos
Newsletter
© SMI S.p.A. 2025
Nota informativa sobre el tratamiento de tus datos personales - Legal notice
