









ECOBLOC® ERGON HEVS - Systèmes intégrés d’étirage-soufflage, remplissage et bouchage pour produits gazeux







Les modèles de la série ECOBLOC® HEVS sont la solution idéale pour produire, remplir et boucher des récipients en PET, rPET et PP de différentes capacités, des formes plus simples aux plus innovantes et complexes. L’intégration des fonctions d’étirage-soufflage, remplissage et bouchage en une seule machine offre plusieurs avantages, puisque la présence de la rinceuse, des convoyeurs entre souffleuse et remplisseuse et des accumulations n'est pas nécessaire, les risques de contamination du produit à embouteiller sont minimisés et les causes de mauvais rendement de la ligne sont éliminées.
Les systèmes intégrés ECOBLOC® HEVS peuvent être utilisés pour l’embouteillage des produits suivants:
1Alimentation des préformes
Au moyen d’un convoyeur spécial, les préformes sont transférées de la trémie d’alimentation à l’orienteur, qui les introduit dans un guide incliné, d’où elles tombent par gravité dans l’étoile de transfert, située à l’entrée du module de chauffage. L’étoile alimente la chaîne des mandrins rotatifs, à travers lesquels les préformes sont “capturées” et entrent dans le module de chauffage.

2Chauffage des préformes
Avant d’entrer dans le module de chauffage, équipé de lampes à rayons infrarouges, chaque préforme est soumise à des contrôles approfondis, qui en relève les dimensions et la position verticale, en rejetant automatiquement les préformes qui ne correspondent pas aux paramètres pré-établis. Les préformes, soutenues par les mandrins, commencent leur parcours le long du module de chauffage. Pendant la procédure de chauffage, les préformes tournent constamment autour d’eux-mêmes, de façon à garantir une distribution optimale et symétrique de la chaleur. Le module de chauffage est équipé de deux systèmes de refroidissement différents: un système par liquide, pour refroidir la bague de protection qui permet au col des préformes de ne pas se déformer pendant la procédure de chauffage ; un système à air, pour garder la température interne du module de chauffage assez basse, afin d‘éviter que les parois externes des préformes soient exposées à une température trop haute. A la sortie du module de chauffage, un senseur mesure la température de la préforme et la compare avec le “set point” pré-établi; si les deux valeurs ne coïncident pas, il augmente ou réduit la puissance des lampes du module de chauffage.
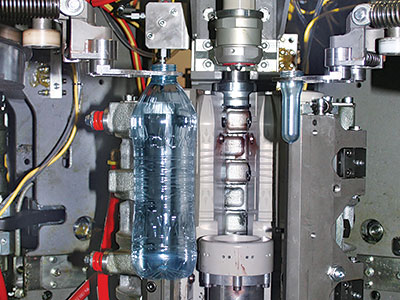
3Etirage-soufflage des préformes
Un groupe rotatif de pinces prélève les préformes du four et les place dans les stations d’étirage-soufflage. La procédure d’étirage-soufflage consiste de deux phases différentes: étirage et pré-étirage, qui se déroulent simultanément, par la descente de la tige d’étirage motorisée et l’introduction d’air comprimé à basse pression, et le soufflage final, par air comprimé à haute pression, grâce auquel les récipients prennent leur forme définitive. Une contre-pression par air garantit la fermeture parfaite des moules, tandis que la fermeture mécanique des porte-moules permet de supporter les efforts engendrés par la procédure d’étirage-soufflage avec la fiabilité maximum. Même les stations d’étirage-soufflage sont équipées d’un système de refroidissement par liquide, permettant de garder une température constante des moules.

4Transfert des bouteilles vides
Après avoir été produites par la machine d'étirage-soufflage, les bouteilles vides sont transférées de la souffleuse à la remplisseuse par passage direct “neck handling” avec système étoile-étoile. La roue à étoile à la sortie de la souffleuse est dotée de pinces synchronisées électroniquement avec les étriers de la roue à étoile à l'entrée de la remplisseuse.

5 Remplissage
Une fois atteint la station de remplissage, une pince, directement liée à la vanne, prend la bouteille par le cou et l'amène en contact avec la vanne pour permettre le remplissage. Le produit à remplir se trouve dans un réservoir résistant aux hautes pressions placé dans le carrousel de remplissage. Dans la bouteille, en contact avec la vanne, le CO2 est injecté pour la mener à pression et donc permet le remplissage sans la création de mousse.
Le remplissage électronique volumétrique est effectué par des fluxmètres, positionnés au-dessus des vannes de remplissage. Pendant le processus de remplissage, le fluxmètre mesure le flux de produit qui passe à travers la vanne. La mesure est basée sur des impulsions, qui sont comparés avec ceux définis pour le format utilisé. Tandis que le produit entre dans la bouteille, le CO2 présent est évacué par un canal dédié. Quand la valeur définie est atteinte, le signal de fermeture est envoyé à la vanne de remplissage. C'est alors que débute la phase de décompression/sniff: un canal spécifique canalise la pression restante dans la bouteille à un collecteur dédié qui décharge à l'extérieur du bloc de remplissage.
La bouteille remplie est à ce point transférée au boucheur.

6Bouchage
Une étoile profilée permet le centrage de la bouteille au-dessus de la station de bouchage. Le bouchon venant du système d'alimentation est prélevée par une étoile de transfert appelée “pick & place”. La tête de bouchage prend le bouchon de l'étoile et le place à la bouteille. Selon le bouchon en plastique à placer (bouchon à vis en plastique ou bouchon à pression), le système de bouchage peut être à rotation ou à pression.
La bouteille remplie et bouchée est à ce point transférée au transporteur de sortie.

7Transporteur de sortie
Les bouteilles remplies et bouchées sont transportées par un convoyeur à chaine qui transporte les bouteilles à l'extérieur de la machine. Ce convoyeur est équipé d'un système automatique de réglage en hauteur, qui permet d'adapter le point d'appui de la base de la bouteille selon l'hauteur de la bouteille travaillée.
