









ACP 20 ERGON







La série ACP ERGON est constituée de machines automatiques compactes, caractérisées par une structure monobloc solide, pour l'emballage d'une ample gamme de produits (récipients en verre, métal, plastique, carton et sacs rigides) en caisses américaines en carton (RSC).
Les encaisseuses de la série ACP ERGON présentent un processus d'emballage avec un système pick & place avec chargement de produit par le haut et elles atteignent une cadence jusqu'à 16 paquets par minute.
Les caisses sont fermées au moyen de ruban adhésif (modèle S).
En outre, le modèle ACP 20 S P est doté de système PID (Partitions Inserting Device) pour l’insertion de croisillons pré-montés en carton à l’intérieur des caisses carton.
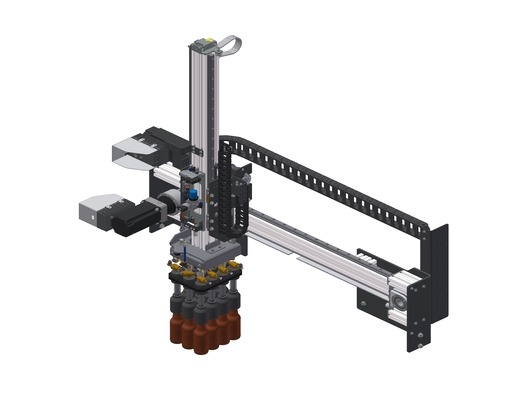
Le changement de format est simple et rapide et il est réalisé à travers les pinces de préhension.
L'accès à la machine est facile, avec des avantages pour les opérations de manutention d'entretien à la charge de l'opérateur.
| ACP 20 ERGON | ACP 22 ERGON | |
|---|---|---|
| Cadence (PPM) | 16 | 25 |
| Piste | 1 | 1 |
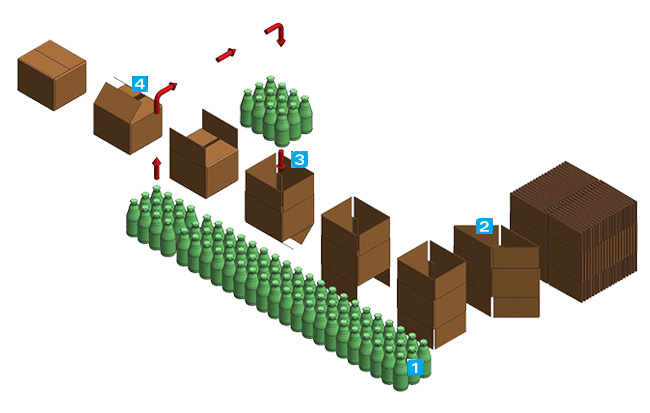
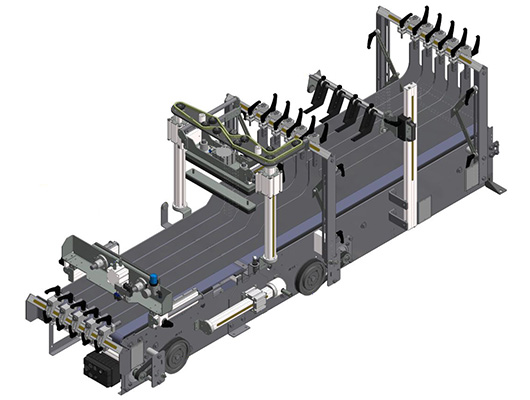
1Sur le convoyeur d'alimentation à quatre vois, équipé de chaînes en matière thermoplastique à bas coefficient de friction, un système mécanique de séparation produit, composé d'un dispositif pneumatique de blocage/déblocage supérieur et inférieur du produit en vrac, assure la création du format désiré.
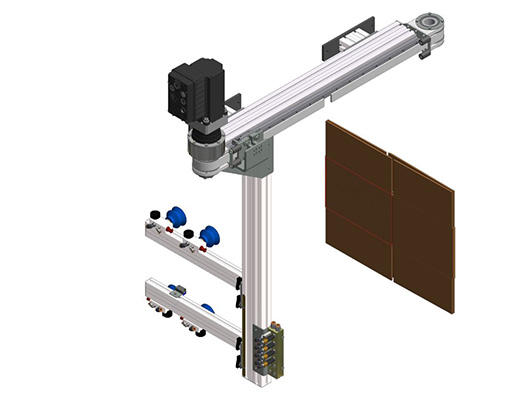
2Les découpes pré-pliées sont prélevées par le magasin cartons avec une montée cartons en mode alterné, composé d'un groupe de ventouses avec aspiration à vide. Pendant qu'elle se déplace de magazine, le mouvement combiné entre la montée et une guide spécifique ouvre la découpe en carton, en lui donnant la forme carrée d'une caisse ouverte.
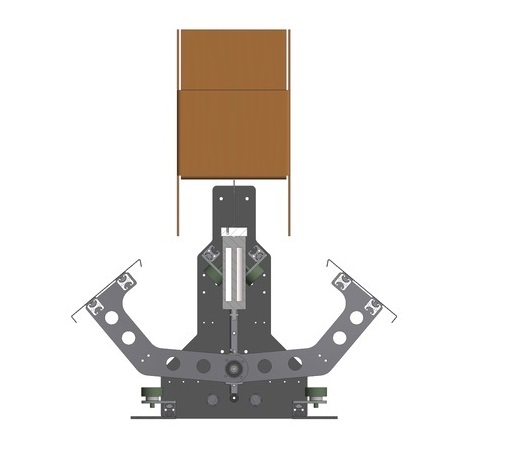
3Les dispositifs de pliage des rabats ferment les rabats inférieurs de la caisse. Le stabilisateur supérieur contrecarre la poussée vers le haut que la caisse subit pendant l'opération de fermeture des rabats inférieurs. Les dispositifs d'ouverture des rabats de préinsertion maintient les rabats supérieurs de la caisse ouverts pendant le chargement de produit par le haut.
4Le produit est prélevé par pinces de préhension dans le cas de récipients en vrac et par des ventouses avec aspiration dans le cas de paquets et il est inséré dans la caisse au travers du chargement par le haut. Les dispositifs de pliage des rabats, actionnés par des cylindres semi-rotatifs, ferment les rabats supérieurs de la caisse.
Flexibilité opérationnelle
Ces machines peuvent emballer plusieurs types de récipients dans plusieurs formats, selon le modèle choisi, de façon à satisfaire les exigences présentes et futures du client final. Chaque machine peut être dotée d'accessoires supplémentaires qui augmentent sa capacité de production. Par conséquent, les avantages au niveau de personnalisation du paquet final sont considérables.Magasin cartons à l'extérieur de l'encaisseuse
Le magasin cartons est totalement extérieur à l'encaisseuse; cela rend le chargement de découpes pré-pliées facile et ergonomique.Grande précision des réglages
Les nouvelles ACP ERGON sont équipées avec des compteurs à manivelle pour gérer les changements de format, qui garantissent une plus grande précision dans les réglages demandés par le format en production. En outre, les réglages automatiques du magasin cartons sont installés sur tous les modèles et le réglage automatique de la formeuse de caisses peut être installé en option.Changement de format simple et rapide
Le changement de format est mis en place simplement avec le replacement de la pince de préhension. Cela permet de changer rapidement d'un format à l'autre et d'un type de produit à l'autre.Fiabilité élevée du processus d'emballage
Le processus d'emballage par système pick & place est caractérisé par un mode alterné (stop & go). Durant celui-ci, le contenu de la caisse est protégé contre les coups et les chocs. En outre, il est possible de travailler des produits délicats sans abîmer les étiquettes pendant le fonctionnement de la machine.Interface opérateur conviviale
Le panneau de contrôle POSYC®, fixe ou coulissant sur rail le long de la machine (selon le modèle de la machine), permet un usage facile et efficient de l'emballeuse même par des opérateurs avec peu d'expérience. Cela est possible grâce à l'interface intuitive, à l'écran sensible à la touche et aux fonctions de diagnostic et de support technique très avancées, disponibles en temps réel sur le POSYC®.Les images sont indicatives et les données ne sont pas contraignantes puisqu'elles doivent être confirmées par SMI en fonction des conditions de production et des fiches techniques de l'utilisateur de la machine.
