









EBS 3 K ERGON - Stiro-soffiatrici rotative con velocità di produzione fino a 7.500 bph







Partendo dalle innumerevoli innovazioni tecniche introdotte sulle stiro-soffiatrici della serie EBS ERGON, i progettisti SMI hanno sviluppato una nuova serie di macchine rotative ultra-compatte, totalmente elettroniche, chiamate EBS K ERGON (la lettera K del nome deriva dal termine tedesco “kompakt”), adatte a soddisfare esigenze di produzione fino a 10.000 bottiglie/ora.
I nuovi modelli sono disponibili in versioni a 2, 3 e 4 cavità e consentono di beneficiare di tutti i vantaggi della tecnologia rotativa in un “range” di velocità (fino a 10.000 bottiglie/ora) tradizionalmente presidiato dalle soffiatrici lineari.
La serie EBS K ERGON di stiro-soffiatrici rotative garantisce notevoli prestazioni nello stiro-soffiaggio di bottiglie in PET, rPET e PP principalmente utilizzate nel settore del “food & beverage”; l’elevato contenuto tecnologico, i costi di esercizio e manutenzione estremamente ridotti così come l’eccellente rapporto qualità/prezzo rendono la serie EBS K ERGON la soluzione ideale per produrre contenitori plastici di diverse capacità, con forme che variano dalle più semplici alle più innovative e complesse.
| EBS 2 K ERGON | EBS 3 K ERGON | EBS 4 K ERGON | |
|---|---|---|---|
| Velocità max. (BPH) | 5000 | 7500 | 10000 |
| Dimensioni bottiglia | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm |
| Cavità | 2 | 3 | 4 |
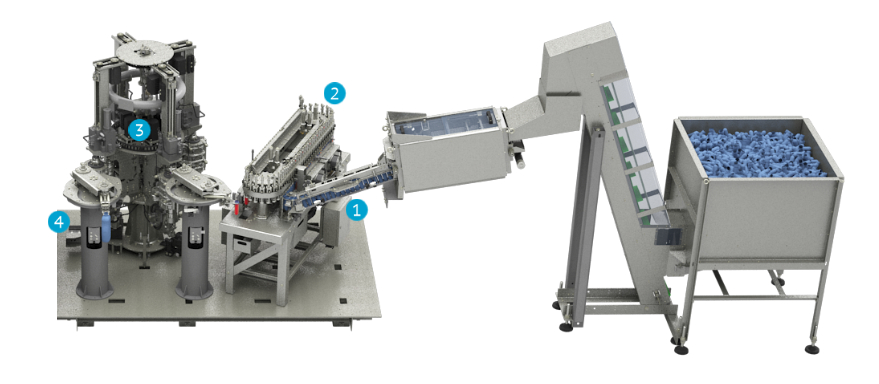
1Alimentazione preforme
Tramite un apposito nastro elevatore le preforme vengono trasportate dalla tramoggia di alimentazione all’orientatore; l’orientatore provvede quindi ad inserirle in una guida inclinata da cui, per caduta gravitazionale, raggiungono la ruota distanziatrice a stella posizionata all’ingresso del modulo di riscaldamento. Tale ruota alimenta la catena dei mandrini rotativi, attraverso cui le preforme vengono “catturate” ed entrano nel modulo di riscaldamento.
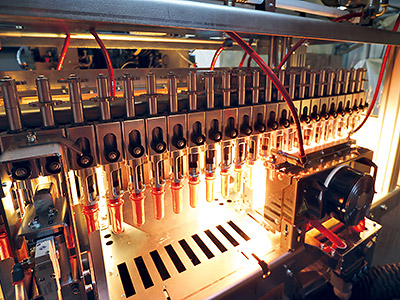
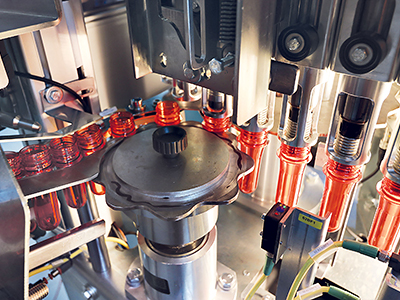
2Riscaldamento preforme
Prima di entrare nel modulo di riscaldamento, dotato di lampade a raggi infrarossi, ogni singola preforma viene sottoposta ad accurati controlli che ne rilevano le dimensioni e la posizione verticale, scartando automaticamente tutte le preforme che non rispettano i parametri pre-impostati. Le preforme, sostenute dai mandrini, cominciano quindi il loro percorso lungo il modulo di riscaldamento. Durante tutto il processo di riscaldamento le preforme ruotano costantemente su se stesse, in modo da garantire una distribuzione ottimale e simmetrica del calore. Il modulo di riscaldamento è dotato di due diversi sistemi di raffreddamento: uno a liquido, per raffreddare l’anello di protezione che consente al filetto delle preforme di non deformarsi durante il processo di riscaldamento, e l’altro ad aria, per mantenere la temperatura interna del modulo di riscaldamento sufficientemente bassa, evitando così l’esposizione delle pareti esterne delle preforme a temperature troppo alte. All’uscita del modulo di riscaldamento un sensore rileva la temperatura della preforma, la confronta con il set point di temperatura impostato e, nel caso in cui i due valori non coincidano, provvede a incrementare o diminuire la potenza delle lampade del modulo di riscaldamento.
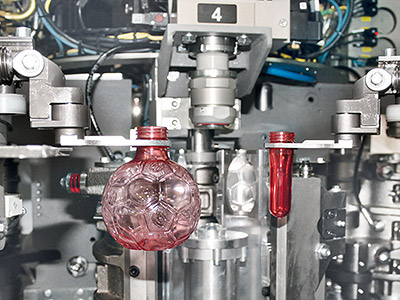
3Stiro-soffiaggio preforme
Un apposito gruppo rotativo di pinze preleva le preforme dal forno e le posiziona all’interno delle stazioni di stiro-soffiaggio. Il processo di stiro-soffiaggio si articola in due diverse fasi: stiro e pre-soffiaggio, che avvengono contemporaneamente mediante la discesa dell’asta di stiro motorizzata e l’immisione di aria compressa a bassa pressione, ed infine il soffiaggio finale con aria compressa ad alta pressione, attraverso cui i contenitori assumono la loro forma definitiva. Una contropressione ad aria assicura la perfetta tenuta degli stampi, mentre la chiusura meccanica dei porta-stampi permette di sopportare con la massima affidabilità gli sforzi generati dal processo di stiro-soffiaggio. Anche nelle stazioni di stiro-soffiaggio è presente un sistema di raffreddamento a liquido, che consente di mantenere costante la temperatura degli stampi.

4Uscita bottiglie
Durante il processo di soffiaggio, un accurato sistema di misurazione verifica che il processo segua il profilo di pressione richiesto durante il ciclo. Nel caso in cui si verifichi un calo di pressione, infatti, la forma del contenitore viene alterata ed i contenitori prodotti vengono automaticamente scartati. Le bottiglie finite vengono prelevate dalle stazioni di stiro-soffiaggio mediante un secondo gruppo rotativo di pinze, immesse su un nastro trasportatore ad aria ed infine convogliate agli impianti di riempimento.
Impianto ultra-compatto
La sezione di riscaldamento delle preforme (forno) è integrata con la sezione di stiro-soffiaggio (giostra) in un unico modulo molto compatto che rende l'impianto adatto all'installazione anche in linee di imbottigliamento di dimensioni ridotte.Sistema di stiro-soffiaggio rotativo
Sistema di stiro-soffiaggio di tipo rotativo ad alta efficienza dotato di aste di stiro motorizzate, il cui funzionamento, controllato elettronicamente, non necessita di camme pneumatiche. Ciò consente una precisa gestione della corsa dell’asta di stiro ed un accurato controllo della sua posizione, nonché un significativo risparmio energetico.Elevata qualità delle bottiglie prodotte
Il sistema di stiro-soffiaggio si avvale di valvole ad alte prestazioni e bassi volumi morti, che consentono la riduzione dei tempi di pre-soffiaggio e soffiaggio, a vantaggio del rendimento della macchina e della qualità delle bottiglie prodotte.Ridotti consumi energetici
Grazie al modulo di riscaldamento preforme, dotato di lampade a raggi IR ad alta efficienza energetica, e al modulo di stiro-soffiaggio dotato di un sistema di recupero d'aria a doppio stadio, i costi energetici legati alla produzione di aria compressa ad alta pressione vengono ridotti.Operazioni di pulizia e manutenzione semplici e sicure
Le soffiatrici SMI, caratterizzate da una struttura compatta e ergonomica, sono dotate di portelle di protezione dalla forma leggermente arrotondata; ciò consente di disporre di più spazio all'interno della macchina per poter eseguire le attività di pulizia e manutenzione in tutta facilità e sicurezza.Automazione e controllo ottimizzati
L'impianto è gestito dal sistema di automazione e controllo Motornet System®, che assicura il costante mantenimento dei parametri ottimali di lavorazione durante l'intero ciclo di produzione e la modifica diretta dei settaggi della macchina, semplificando in tal modo le operazioni di cambio formato.Le immagini sono indicative e i dati non vincolanti, in quanto devono essere confermati da SMI in funzione della grammatura e della capacità del contenitore, delle condizioni produttive e delle specifiche tecniche dell'utilizzatore della macchina.
